Engraved Roll Marking Dies Vs. EDM Types
SMITH & WESSON AND COLUMBIA MARKING TOOLS REALIZE A SIGNIFICANT IMPROVEMENT WITH ENGRAVED ROLL MARKING DIES VS. EDM TYPES
Durability, tool life improvement and a clearer mark resulted from switching to engraved steel roll markers from those made by the EDM process.
When a component or a part is marked with a steel stamp, the process is basically cold forging…material is being moved around or compressed. As a result, for a stamp to be durable and effective in producing a clear mark, it must be hard, have sharp edges and a smooth surface along the entire relief of the character.
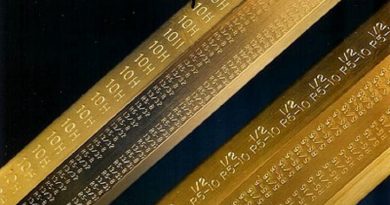
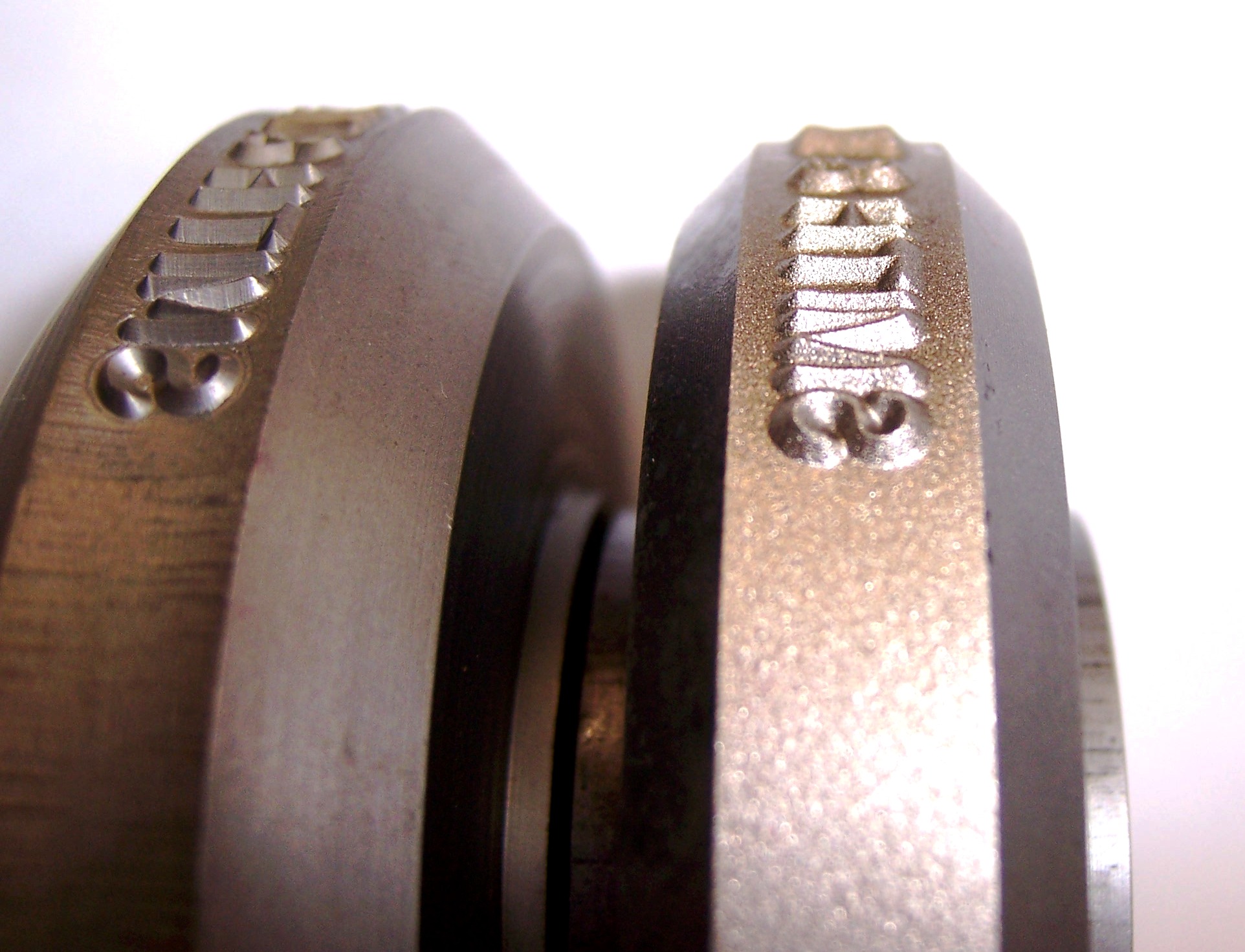
In the 1980’s the EDM process was applied to the manufacture of steel marking stamps by a number of manufacturers in an effort to produce stamps faster and at a lower cost. Those objectives were never met, and the real result has been a loss in stamp tool life and consistent mark readability, Fig. 1. Production-proven tests have shown engraved stamps will typically last twice as long, and in some instances up to eight times as long.
For those reasons, Smith & Wesson recently switched to engraved roll marking dies instead of those manufactured by the EDM process.
Tom Phipps, CEO of Columbia Marking Tools points out, “ If you look at the EDM process, it involves intense local heating, which metallurgically changes the surface of the stamp characters, but also the subsurface to a depth of 0.005-in (0.13 mm). Typically you apply the EDMing process after heat treat. And during the process, carbon in the steel material disintegrates, and decarburization occurs. And remember…it’s the carbon in steel that makes it tool steel. So stamping die life is automatically reduced as much as 400% by applying the EDM process. Because the thin EDM surface layer is untempered, it can cause premature failure where high impact or tensile stresses are encountered, or under conditions of stress cycling. Three layers are actually created. 1) The spattered EDM surface layer which is created when the expelled molten metal and small amounts of electrode material form spheres and spatter the surface of the characters forging edge. This spattered material is now soft and is easily removed during typical forging action of a stamping operation. 2) A white recast layer is also formed by the expelled molten metal, solidifying in the crater. This molten metal is rapidly quenched by the dielectric fluid. Typically, micro cracks are formed in this very hard, brittle layer. Also, if this layer is too thick or is not reduced or removed with polishing, the effects can cause premature failure of the stamp characters in most, if not all, applications. 3) The last layer is the heat-affected zone (HAZ), or annealed layer, which has only been heated, not melted. The heat sinking ability of the material and the power used for the cut determines the depth of the recast layer and the heat-affected zone. This altered metal zone directly influences the quality of the stamp character’s surface integrity. Some CNC EDM machines have automatic finishing cycles that can greatly reduce the recast layer, however, the heat-affected zone is still present…and that’s where the problems is. In simpler terms, an EDMed surface works like sandpaper where build-up naturally occurs on the rough surface during stamping action. This is particularly common on closed characters like Ps, Os, Ds and As, which ultimately cause readability problems because the characters appear washed out. This rough re-cast surface also causes another problem, in that it attracts dirt and scale build-up in the closed character causing ‘character blow out’. The trapped deposits under pressure are forced out breaking away portions of the character rendering the stamp die useless, and when characters are small the problem is compounded that much more.”

Phipps explains further, “Engraving or the use of Pantograph engraving machines to produce stamps and hand stamps is not just about the high speed (20,000 to 50,000 spindle rpm) milling technology we use to provide a sharp and smooth cutting edge, it’s about machining skill and know-how. In fact, today, there are only seven master stamp engravers in the world…and Columbia Marking Tools has three of them. The tracing Pantograph engraving machine uses a font pattern that is six times the size of the final product, so any errors produced are proportionately very small. The accuracy of these machines depends on having all twelve of the bearing joints with zero backlashes. Yearly preventative maintenance and rebuilding programs are necessary to keep these precision 20,000 to 50,000 rpm machines at their peak accuracy. For example, after characters are machined out, it is difficult to trace over an area and remove only 0.0001-in. of material unless the machine is finely tuned. The engraving cutters are sharpened every sixth engraving and each engraving involves two or three passes for rough, semi-finish and micro-finishing. After Pantograph processing, the characters are polished, buffed and inspected to see that there are no undercuts or lat surfaces.”
There are basically two different types of engraved stamps. Those are stamps with standard fonts, and those that are special fonts or company logos. Typically standard fonts can be produced and shipped in 1-4 days, special designs in 1-2 weeks depending on the expediency of the engineering approval and drawing process. AutoCAD® and Solidworks® software capabilities have greatly reduced those time restraints.
One of the keys for having a stamp work properly and provide good wear life is a good metallurgical understanding of what the material being marked is, so the proper tool steel or high-speed-steel for the stamp can be selected. Once that is determined, the stamp prints and process are released to the factory for production on the hybrid Pantograph machines where the font pattern is engraved.
Phipps also points out, “Because steel marking stamps are considered secondary operation tools, it’s not uncommon to find stamps operating for up to six months without being replaced. Combine this situation with the increased use of more environmentally-friendly water-soluble lubricants and release agents and you’ll find compacted dirt in the character grooves, especially on EDM stamps, and rust becomes another tool life factor. For that reason, CMT developed the ACC™ Auto Clean proprietary coating to provide the lubricity of Teflon®, while preventing dirt from compacting into the individual stamp characters or rusting while on inventory shelves. The ACC™ coating provides a significant improvement over black oxide or chrome coatings without any additional cost to the customer.
Columbia Marking Tools is a leading designer and manufacturer of metal and plastic marking equipment including stamps, roll marking dies, roll marking and impact marking machines, fully programmable pulsed fiber diode laser, peen/scribe marking and UID/2D Square ◙ Dot® machines, numbering heads and special marking machines.
For more Information: www.columbiamt.com