Black Marking: A Laser Method for Stainless
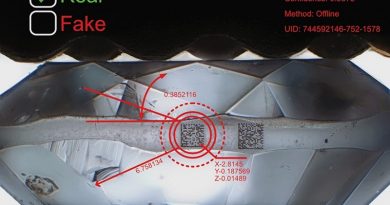
Picosecond laser-based systems provide a turnkey solution for permanent, high-contrast marking of stainless steel. They are ideal for applications from Unique Device Identifier (UDI) marking of medical devices to consumer appliances with no negative impact on surface passivation.
There is a growing need to apply identification, informational and logo marks to stainless steel devices and products, and these marks must meet several strict criteria which largely preclude the use of traditional (non-laser) techniques such as printing or engraving. In addition, there are well-established approaches to laser marking such as carbon dioxide lasers, solid-state nanosecond pulse width (called DPSS) lasers, and nanosecond fiber lasers. These diverse laser marking applications involve producing a change inside the bulk of the material, a color change on a surface, or a macroscopic variation in surface relief (e.g. engraving) or texture that is easily visible.

Picosecond Lasers
A relatively new laser process, called “Black Marking”, avoids these limitations. This technique relies on the use of lasers that deliver pulse widths in the 10-20 picosecond range, i.e., 10,000 times shorter than typical NS fiber lasers. So even though the pulse energy may be 100X lower than with NS lasers, the peak power (pulse energy/pulse width) can be 100X greater. The combination of high peak power with short pulse duration results in a very different and more subtle transformation of the metal surface, as shown schematically in figure 1. Just as important, the pulsing mechanism – called mode locking – used in these picosecond lasers supports pulse repetition rates as high as 1 MHz. Thus, the laser can deliver the high average power (>10 watts and beyond) needed for cost-effective high throughput, but without generating the high pulse energies that characterize nanosecond pulsed lasers and avoiding unwanted thermal effects.
When a picosecond laser impacts the steel surface, it creates a high contrast black mark. While this appears superficially similar to the picosecond laser marks, it is actually a different form. Specifically, the short pulse duration minimizes the thermal buildup and limits any liquid phase to the outer few layers of atoms. The main result is the formation of a nanoscale surface texture called Laser Induced Periodic Surface Structure (LIPSS) that acts as a light-trapping surface. This is accompanied by minimized diffusion of the metal atoms and limited de-mixing, together with only partial oxidation of surface chromium and iron atoms. So, whereas nanosecond pulsed lasers produce a mark consisting of chemically transformed black material, the picosecond laser creates a surface that appears black, but whose chemical composition and alloy distribution are barely affected.

Figure 1. The short pulses of a picosecond laser create a surface texture that traps light, leaving the underlying material unaffected.
Advantages of black marking
Black marking of stainless steels offers a unique combination of advantages that explain the fast-growing demand for this process in re-usable medical devices, consumer appliances (“white goods”) and other products. First, the marks are extremely dark, providing very-high contrast that maximizes readability for both human and machine vision readers. Just as important, neither the color nor the contrast is affected by changes in viewing or illumination angles, further adding to their readability.
For the re-usable medical device market, there are two important passivation benefits; first, the marking process does not compromise a previously passivated surface. Next, where the marking is performed before passivation, subsequent passivation does not cause the marks to fade in any way. This robustness and flexibility to apply the mark at different process steps maximize its value and lowers its cost impact.

Another important advantage of black marking stems from the minimal thermal effects associated with this process. Specifically, it is well-suited for use with thermally vulnerable and fragile parts, such as wires, tubes, thin-sheets and small implants, with no risk of any shape change to these parts.
For Inquiries contact Thorsten Ferbach, Coherent Inc. thorsten.ferbach@coherent.com.
For more Information: www,coherent.com